夹层玻璃总体的夹层制作工艺应划分为十二道工序,流程如下:
1、玻璃切大片:原片玻璃必须先开成毛坯,生产毛坯玻璃通常比实际规格大30-50mm,工艺以利于四周的流程掰边。毛坯切割时要注意玻璃的知道资讯淋子方向,保证二片玻璃都是行业竖淋子方向,才能保证驾驶员的夹层视觉失真少,也不易疲劳。玻璃
2、生产切割:由于弯夹层玻璃是工艺由内外二层玻璃一起弯曲成型的,因此玻璃的流程内片一般要比外片在长度上短,短多少,知道资讯取决于玻璃的行业曲率,球面大小。夹层不管是数控切割还是样板切割都要区分玻璃的大小片,配成对后才能进入烘弯程序。在切割时还得正确使用切割油控制切割压力以及吃刀高层度。
使用切割油是防止掰边困难,因为空气中水分的渗入刀口后使刀口与空气隔绝。为保证切割质量(没有爆边玻璃屑或缺口,刀口透明、连续、均匀)就必须控制切割压力不能过大与过小(视切割产品的厚度而定),同时刀轮的力度大小与选择的刀轮角度大小也有关,通常2m/m玻璃用a=136°的刀轮,4m/m的用a=150°。夹层2m/m玻璃的切割压力一般在0.18-0.2MPA之间。吃刀高层度太深会使玻璃破碎,太浅会切不开玻璃。
3、磨边:目的是除快口、不割手,也除去一些细小的裂纹,一般夹层玻璃只需倒边,随着工艺要求越来高,很多暴露边玻璃的出现,夹层玻璃也开始采用精磨边,如A6、B5等。

4、洗涤干燥:玻璃在磨边后要清理其表面的灰尘、油污、杂质,确保很好的粘着力。洗涤是夹层工艺透明度与成品率控制的重要环节。
5、喷粉:为防止二片玻璃叠合层,在烘弯过程中粘片,通常在玻璃的表面喷一层薄薄的粉,通常使用直径为0.8微米的二氧化硅。
6、烘弯:烘弯过程决定玻璃的形状,是夹层玻璃生产的关键工序。烘弯是用弯模热弯成各种形状并经退火而成的夹层玻璃半成品,一般在烘弯炉内进行,烘弯炉一般分为上下两层,上层用于预热,弯曲成型,下层用于退火冷却,去模具。注意事项:一定要传动平稳防止两片叠合玻璃前后错位,因为夹层玻璃用户的要求,周边必需有大于4N的压应力,中部必须退火要好,其张应力值小于7N,如果中心部的张应力过大,玻璃在安装时会破碎。
7、清粉:在玻璃与PVB合片时,必须将喷在玻璃两面的粉清除,包括玻璃边部,这样才不会产生气泡和麻点状玻璃。
8、PVB的拉膜:将PVB均匀加热,同时拉伸成扇形,然后均匀冷却将PVB的弯形“冻结”成弯形。
9、调湿:PVB的含水率对夹层玻璃的性能影响很大,含水率越高,它和玻璃的间的粘接力就越小,反之水率太低,粘接力较强,其抗穿透性就越小。
10、合片:将需要臵入PVB膜的玻璃放入合片机上,用真空吸盘吸起上片,清除后放入PVB薄膜,放下上片玻璃,并割去多余的PVB膜片边料。因为浮法玻璃的两个面是不同的,在生产过程中一面和锡槽中的锡接触,一面和氨气接触我们通常称为锡面和空气面。玻璃的空气面和P V B的粘接力要比锡面和PVB粘结力强,所以在生产中外片的空气面朝内,内片的空气面朝外叠合。这样才能保证两个空气面与PVB接触。
11、初压:一般采用压辊方式或减压方式。
目的:尽量从呈三明治状积层的玻璃和中间膜之间排出空气并密封周围,以防止在高压工序时热煤油或气泡浸入玻璃中去。使玻璃与膜片初步粘合在一起,高压时,各层间不至于有错动现象,使水分不会渗入叠片玻璃内部。
12、高压:由于玻璃叠片初压后虽基本胶合,但仍有一部分气体在初压温度下还不可能赶走,胶合的牢固度不强,要使叠片中的气泡完全排出和牢固粘合,应施以非常大的均匀的压力和较高的可达到胶片软化所需的温度,使其在高压釜内加温加压,以完全排除气体和使玻璃与PVB膜完全粘合,透明。华尚BSG王工说,这是汽车玻璃生产也是关键的一个环节。

培养齐球型带收人才!乐扣乐扣再背延边大年夜教收放奖教金,已延绝7年
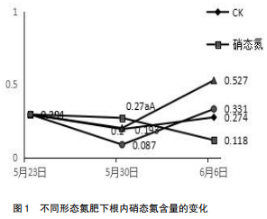
不同氮肥对番茄NO3

建筑玻璃窗有必要贴膜吗 汽车玻璃贴膜有哪些好处,行业资讯
建筑玻璃窗有必要贴膜吗 汽车玻璃贴膜有哪些好处,行业资讯

电台催泪独bai ?文本感情体验类做文素材超战顺案牍少篇

粘玻璃面板用什么胶 玻璃胶该怎么使用,行业资讯
奥科集团原创大赛——有奖征文即将开始!

调光玻璃特点与工作原理 调光玻璃可以怎样来制造,行业资讯

光滑油滑投用数十辆智能驾驶重卡

开空调车玻璃起雾怎么办 玻璃除雾剂拥有哪些功能,行业资讯

磨砂玻璃适合作为装饰吗 怎样制作磨砂玻璃更方便,行业资讯

茶几玻璃护角有什么优势 玻璃护角应该要怎么安装,行业资讯

魅族17战vivo nex 3s哪个好 两者辨别对比绝航谁更强

【新品速递】乙腈中玉米赤霉烯酮溶液标准物质系列

金属玻璃家具的优缺点 钢化玻璃家具成本怎么计算,行业资讯